0467-78-4155
0467-78-4155 0467-78-4156
0467-78-4156


溶接記号とは
溶接記号とは、溶接指示箇所に対して図示する場合に使用する記号を指し、JIS B3021に従って決められています。下記にその一覧を記載しています。この溶接記号は後述する基準線と与わせて図面上に図示を行います。
< 溶接記号一覧 >
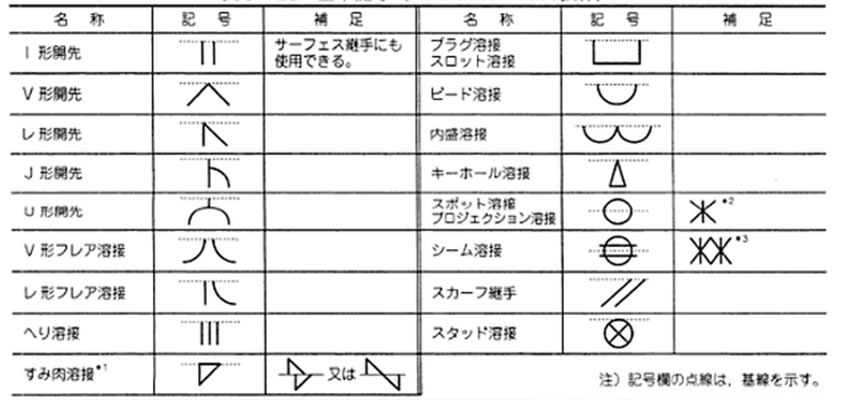
< 溶接記号の主な用途と概略 >
| 溶接名称 | 加工概要 |
| I形、V形、U形開先溶接 | 平板などをつなぎ合わせる場合によく使用。 |
| レ形、J形開先 | T字やL字などのコーナー部分の溶接で使用。 |
| V形フレア溶接 | 板曲げなどによってL字形状をしている部品同士をつなぎ合わせる場合に使用。 |
| レ形フレア溶接 | L字形状の部品と平板の面をつなぎ合わせる場合に使用。 |
| へり溶接 | 2つ以上の母材を平行に重ねた状態で、母材の端面を溶接する際に使用。 |
| すみ肉溶接 | 主にブラケットやリブなど、材料同士を直角に溶接する場合に使用。開先よりも強度が低くなるので、すみ肉溶接で強度が必要な場合には反対側のコーナー部分も溶接することで強度を増すことが可能。 |
| プラグ・スロット溶接 | 母材を二つ組み合わせる場合に一方に穴をあけておき、その穴を埋めるようにして接合する溶接。プラグ溶接は丸穴、スロット溶接は溝を意味する。 |
| ビード溶接 | 一回のパスで溶接することを意味している。一回のパスとは一回の溶接操作のことで、仕上がりは隙間のない一本の溶接跡となる。 |
| 肉盛溶接 | 溶接肉盛りが問題とならない場合に、強度を上げるために使用。 |
| キーホール溶接 | 主にプラズマアーク溶接で、2枚の母材を重ねて1枚を溶解して貫通させ、再凝固させる溶接方法 |
| スポット溶接 | 強度がそれほど必要のない部品の取り付けなど、部分的な溶接で使用。 |
| シーム溶接 | 回転電極を使用し、2枚の母材を縫うようにして溶接する方法。 |
| サーフェス継手 | 2枚の母材の面同士を溶接する方法。 |
| スカーフ継手 | I形開先の母材を斜めに加工し、溶接面を広くとることで強度を上げる継手方法。 |
| スタッド溶接 | ピンに電流を流し、直接母材に溶接する方法。 |
溶接図示方法
線の意味、記号のつけ方など基本的な事項から図例を持って説明いたします。
< 溶接の図示を行う際に使用する説明線 >
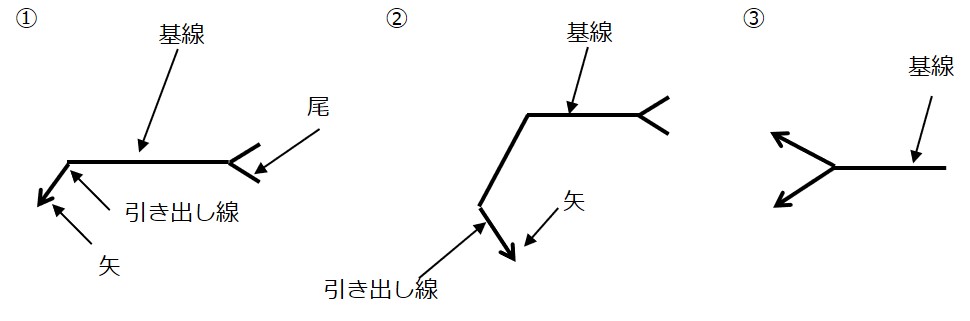
① 基線は通常、水平線とし、基線の一端に矢をつける。
② 矢は溶接部を指示するもので、基線に対して60°の直線とする。
ただし、矢は折れ線とし、開先を取る面または、フレアのある面に矢の先端を向ける。
・レ形、J系について開先を取る部分の面指示をする場合
・フレアレ形においてフレアのある部材の面を指示する場合
③ 矢は必要であれば、基線の一端を2本以上つけても良い。
※記号の向きで溶接箇所が変わるとされており、
・矢の上に指示を書く場合、矢が指示する面と反対側に
・矢の下に指示を書く場合、矢が指示する面の方向に
指示された溶接を行う。